
ˎо���zʹ����߀���Һ�������Ч�����ã��@��Ҫȡ�Q�ھ��w�ĺ�������͗l�����@�ɷN�������Ѓ�ȱ�c���m���ڲ�ͬ�ĺ��ӈ��������ă����Դ˞����}�M��Ԕ���U����
һ�����Ķ��x������
1�����Ķ��x
�����ˆT���ֳֺ�������������ͺ��ӷ����Ǐ��ҵ��ӵ��˄ݣ������g�ĊA�Ǟ��g�ǽ��������������߽ǵIJ�ͬ�����ӕr�ַQ֮���A�ǣ���D1��ʾ��
���D1��
2������c
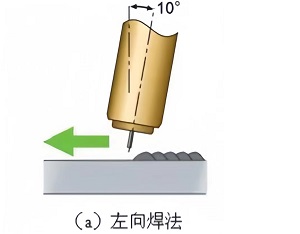
��1�� �^�������
���r�������ߵ�ҕ���ĺ���늻�һ�ȳ�45�㡫70��ҕ���^�캸��늻��ͺ����۳أ��@�N�Ƕ������^�캸�z����˲����ۻ���r���۳�׃����r�������ں������õؿ��ƺ����^�̡�
��2�����p����
����������\�������������c�����⣬������������ǰ�A����������ʩ������������ҕ�������p����ƽ�����^�����pƽֱ�����ơ�
�����Һ����Ķ��x������
1���Һ����Ķ��x
�����ˆT���ֳֺ�������������ͺ��ӷ����Ǐ����Һ��ӵ��˄ݣ������g�ĊA�Ǟ��J�ǽ����Һ������������߽ǵIJ�ͬ�����ӕr�ַQ֮��ǰ�A�ǣ���D2��ʾ��
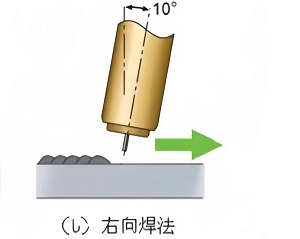
���D2��
2���Һ����ă���
��1�� �����c�������ȣ�
�Һ��������������խ�����c���@�N�����܉����Ч�؝Bĸ�ģ��γɸ�����۳أ��Ķ���ߺ��ӽ��^�ď��ȺͿɿ��ԡ�
��2�����aЧ�ʣ�
��ijЩ���ӈ����У������Ӻ��ӕr���Һ����Ѻ����죬��������ߺ���Ч�ʡ�
�����C�Ͽ��]
��1�����Ӳ��ϣ�
ˎо���z����ͺ�ֱ����Ӱ푺������x�����磬�ֽz���ӕr�w�R�^�࣬���ܸ��A�����x�����ڿ����w�R�ĺ�����
��2������λ�ã�
��ͬ�ĺ���λ�ã���ƽ�����������M���ȣ����������x��Ҳ��Ӱ푡���ijЩλ���£�һ�N�������ܱ���һ�N�������F ��3�����gҪ��
�������w�ļ��gҪ��͌��H��r�������p�ij���Ҫ�����ٶ��ȣ��x����m�ĺ�����

�ġ����Y
�C���������҂��o�����ε��Д�ˎо���zʹ����Ч����߀���Һ����á��ڌ��H�����У����������w�ĺ�������͗l�����x������m�ĺ�����ͬ�r�������ļ���ˮƽҲ��Ӱ푺���Ч������Ҫ����֮һ����ˑ��ӏ�����������Ӗ����������似��ˮƽ�Ͱ�ȫ���R��
���σ�����ˎо���z�S����������Ӳ�������˾�� ��ԃ�Ԓ��18202593233
|

