�aƷ���c��
����CO2������w���o���|���Ѻ������ĥ���������õ��ߜأ������g����ĥ�p�����ܣ���ʹ�挦�����е�Ӳ���|���߽��١�ʯ�ӵȣ�Ҳ���p�ɑ�����
�m��ĸ�ģ�̼䓡��ͺϽ��
�������ܣ��^�á���ҕĸ�IJ��|��������С�����Ӻ�Ⱥͺ��ӹ�ˇ��r������
���b��ʽ��15KG�P�b
���ͻ��W�ɷ֣�%��

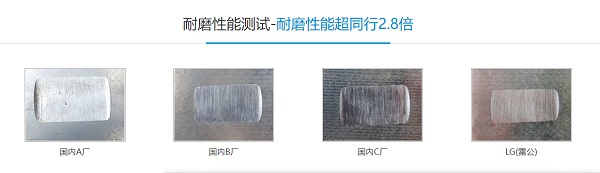
��ĥ���܌���
����ȱ���Ų�ָ�ϣ�
1.�z�������L����ʹ����15-25������֮�ȣ��z�����w���o���Ƿ��ж������}�����r������
2.�z����w�����Ƿ����Ҫ��һ����ÿ��犞�15-25�������⣬�z���Ƿ���©��ĵط����_���ı��o�ֳ����Ě��w���Դ��ߵ��ϵĻ҉m��
3.�z����w�����Ƿ��^С��С��1MPA�r���׳��F��ס�
4.�M��ʹ�ú��ӌ��Ú��w�������nj��Ú��w����Ҫ����������ˮ��
5.�z����w�A�����Ƿ�����������
6.�z�麸���Ƕ��Ƿ��������ʹ�����c������A�Ǟ�70-90�㡣
7.��ɽ����б�º��ӕr��Ҫ��ȡ���o��ʩ�����x���Ա��o���z��
8.�z�麸�Ӆ^���Ƿ�����^���L���M�����Ó��L�Oʩ��
9.�z�鹤��������[�����Ѽy���s�ס�����е��͡��P��ˮ��ͨ�^�濾�ķ�ʽ����ȥ����
10.�z�麸�������늉��Ƿ���������c�Ų�늉��^��Ć��}����
11.�z�麸�z�Ƿ��ܳ�������F�ܳ���r�����r�M�к�ɡ�
���σ����ɶѺ����z�S������������� ��ԃ�Ԓ��18202593233
|


